


詳細介紹
產品特點:
l 雙工位/單工位檢測可選;
l 全程C掃軟件,探傷記錄全程記錄,實時顯示C型掃描仿真缺陷及合格率統計;
l 環形檢測以圓周方向掃查方形及展開平面圖,結果包含最小焊深、最大焊深、平均焊深、檢測深度、單個缺陷數、最大單個缺陷尺寸、累計缺陷百分比;
l 檢測效率:單工位單件檢測時間15-30S(3-6mm焊深);
主要技術參數:
|
通道數量 |
1-2通道 |
|
最高重復頻率 |
單個通道最高重復頻率可達20KHz |
|
通道工作時序 |
可同時獨立工作檢測 |
|
掃查速度 |
15秒/件(3mm焊深) |
|
螺旋掃查 |
每旋轉一圈步進0.2mm |
|
中心定位精度 |
0.1mm |
|
探頭自由升降精度 |
0.01mm |
|
誤差 |
垂直線性誤差:≤3% |
|
水平線性誤差:≤1% |
|
|
探頭位置重復定位精度 |
≤0.01mm |
|
檢測靈敏度 |
φ0.5mm |
|
閘門 |
3個閘門 |
|
探頭工作模式 |
單探頭發射、接收 |
|
靈敏度余量 |
>52dB |
|
增益范圍 |
100 dB,步進0.1 dB、1 dB、10 dB |
|
重復性 |
0.1mm |
|
數字抑制 |
0~100% |
|
報警 |
各報警閘門可分別設置為進波和失波報警 |
|
設備工作時間 |
連續24小時 |
應用范圍及案例
l 變速箱齒輪、發動機飛輪、齒輪軸、差速器殼體、撥叉及其它零部件;
l 檢測工件:激光焊接齒輪、電子束焊齒輪,內徑大于φ10mm,實際按客戶提供的圖紙尺寸;
l 根據甲方實際根據探傷需求,對環形焊縫的虛焊、漏焊、未焊透等焊接質量進行水浸超聲波檢測。
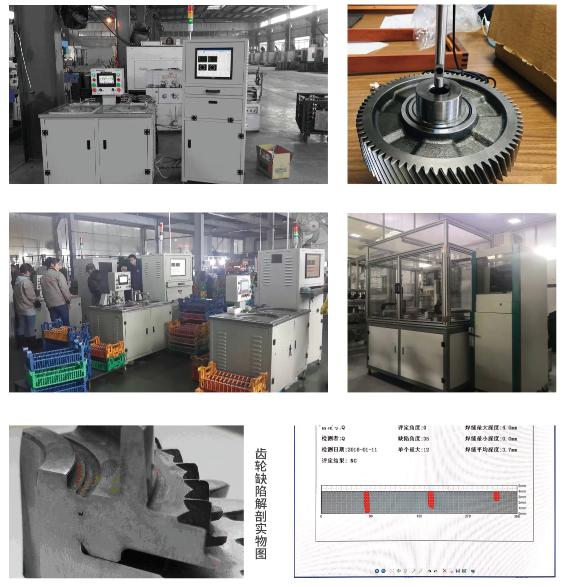
圖片欣賞
 C掃水浸超聲檢測系統 管、棒、盤環件無損檢測 |
 螺旋前進超聲波檢測系統 管、棒材內部表面及近表面缺陷檢測 |
 高速旋轉超聲波檢測系統 管、棒材批量檢測 |
 渝公網安備 50010902001682號
渝公網安備 50010902001682號